有限公司")

東莞昊科出16針閥嘴熱流道系統(tǒng)
發(fā)布時(shí)間: 2018-12-10
名稱:機(jī)殼上蓋
材質(zhì):PP
產(chǎn)品重量:11g
產(chǎn)品腔數(shù):16腔
產(chǎn)品壁厚度:1.2mm
熱流道系統(tǒng):CB-TM01-7VE
產(chǎn)品要求:
1.產(chǎn)品為表面直接進(jìn)膠,要求澆口無凸點(diǎn)和披鋒
2.模具為16腔注塑,注塑設(shè)備為高速機(jī)注塑成型,成型周期短產(chǎn)量高
3.產(chǎn)品款式規(guī)格種類多,需周期性的進(jìn)行換色生產(chǎn)
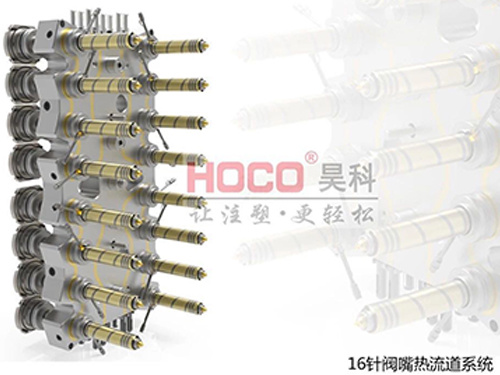
解決方案:針對(duì)產(chǎn)品的技術(shù)要求采用VE型針閥熱流道系統(tǒng),是該項(xiàng)目最理想的選擇。系統(tǒng)的突出在于,在閥針的定位和導(dǎo)向上更加簡(jiǎn)潔有效,能有效提高澆口質(zhì)量和模具壽命。VE型系統(tǒng)采用的“零死角”結(jié)構(gòu)設(shè)計(jì)在換色方面更是尤為突出。
產(chǎn)品檢測(cè)

產(chǎn)品出貨

產(chǎn)品特點(diǎn)
針閥結(jié)構(gòu)特點(diǎn):
1.氣缸、針閥和噴嘴的同軸心設(shè)計(jì),可確保閥針運(yùn)動(dòng)平穩(wěn)可靠
2.無凸輪、杠桿機(jī)構(gòu),氣缸和噴嘴嵌入模板孔中,因而整體結(jié)構(gòu)緊湊
3.各零件之間連接方式簡(jiǎn)單,裝配更換方便
4.閥針采用特殊材料制作,表面經(jīng)過氮化鈦處理,經(jīng)久耐用
5.流道內(nèi)表面平滑過渡,無滯料死點(diǎn),利于換料換色
6.系統(tǒng)能適用不同工程塑料的應(yīng)用

維修保養(yǎng)
噴嘴的維修與保養(yǎng):
1.定期的維護(hù)與保養(yǎng)不但可以延長(zhǎng)噴嘴的使用壽命,還能提升模具的使用壽命和性能
2.在批量生產(chǎn)完成后,清除模具和噴嘴上所有不必要的原料和其它雜物
3.清除所有額水分和油污,涂上防腐劑以防生銹
4.把模具安放在干燥、通風(fēng)的地方
5.如果模具被長(zhǎng)時(shí)間閑置,要采取措施防止加熱器受潮
6.在次生產(chǎn)時(shí),設(shè)置噴嘴溫度至高于材料成型溫度或熔融溫度10攝氏度左右,檢查閥針的運(yùn)動(dòng)狀態(tài),再根據(jù)正確的順序開機(jī)操作

工作原理
1.閥針的打開與關(guān)閉是通過注射機(jī)的注射信號(hào)來控制的
2.澆口開啟--注射信號(hào)傳遞給噴嘴的電磁閥,進(jìn)而控制氣缸的進(jìn)氣通道,使得氣缸的活塞帶動(dòng)閥針向上運(yùn)動(dòng),從而打開澆口,塑料熔體從注射機(jī)噴嘴經(jīng)主體流道、噴嘴體流道而注入型腔

3.澆口關(guān)閉注射結(jié)束時(shí),注射信號(hào)消失,電磁閥斷電氣缸改變進(jìn)氣通道,是活塞帶動(dòng)閥針向下運(yùn)動(dòng),從而關(guān)閉澆口,流道內(nèi)的溶體始終保持熔融狀態(tài)而不會(huì)發(fā)生滯料,流延等現(xiàn)象型腔內(nèi)熔體逐步冷卻固體化,最后得到所需的制品
4.控制閥針上下運(yùn)動(dòng)的空氣壓力不得小于6bar,否則建議采用空壓機(jī)
5.如果氣源為無油壓縮空氣,氣缸內(nèi)部需另加潤(rùn)滑油
關(guān)鍵詞: 東莞熱流道,品牌熱流道,熱流道系統(tǒng),整體式熱流道,針閥熱流道
CONTACT
聯(lián)系方式

全國(guó)服務(wù)熱線:4008-3131-05
地址:廣東省東莞市厚街鎮(zhèn)新興路體育訓(xùn)練館旁8號(hào)廠房
E-mail:info@hot-link.com.cn
業(yè)務(wù)及技術(shù)咨詢:13649820990/張生
FOLLOW US
關(guān)注我們
微信公眾號(hào)
小程序
Copyright © 2023. All Rights Reserved. 東莞市昊科熱流道系統(tǒng)有限公司